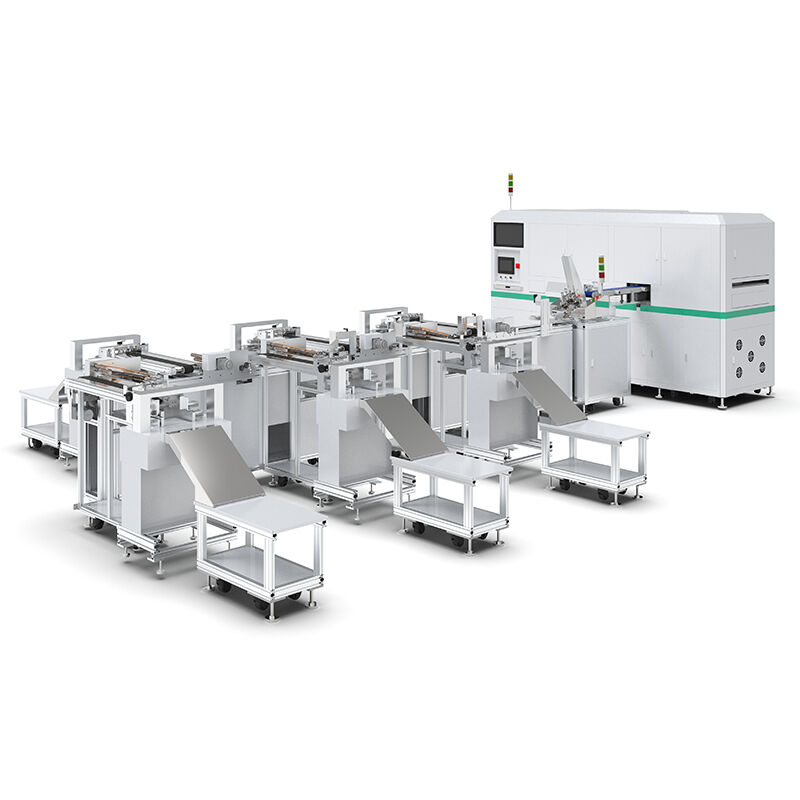
في مجال بطاقات الجمع، لم تكن مراقبة الجودة قط قضية تتعلق بالتكلفة؛ بل كانت دائمًا مسألة حياة أو موت. فإذا كانت البطاقة تحتوي على زوائد صغيرة على حوافها، أو كانت بعيدة عن موقع الثقب بمسافة تزيد عن ٠٫١ ملليمتر، أو كانت زواياها غير متساوية، فإنَّ جامعي البطاقات يُطلقون عليها اسم «بطاقة معيبة». وخلال السنوات القليلة الماضية، شهد سوق بطاقات الأنمي في الهند نموًّا سريعًا. وتقوم شركات الطباعة المحلية بتنفيذ العديد من طلبات التصنيع الأصلية (OEM) الخاصة ببطاقات الترخيص المرتبطة بحقوق الملكية الفكرية (IP) القادمة من اليابان وأوروبا والولايات المتحدة. كما أنَّ مصنِّعي البطاقات أصبحوا يرفضون بشكل متزايد البطاقات التي تشوبها عيوب مرئية. ولعملية القص بالقالب التقليدية ثلاث مشكلات هيكلية رئيسية: أولًا، يتطلَّب تصميم مواضع المسامير ونقاط الاتصال ترك حواف زائدة بين البطاقات. وبعد عملية القص بالقالب، يجب تمزيق نقاط الاتصال يدويًّا، وهي السبب الرئيسي لتآكل حواف البطاقات؛ ثانيًا، قد تتحرك المواد الرقيقة مثل الأغشية الرقيقة والأغشية المغناطيسية الرقيقة قليلًا أثناء عملية التغذية، ما قد يؤدي إلى انحراف قطع الصورة عن مركزها؛ ثالثًا، تكون الطبقات الزخرفية مثل الطباعة الحرارية (Hot Stamping) والهولوغرام شديدة الحساسية للتلامس المادي، وتترك المخالب الميكانيكية التقليدية دائمًا انطباعات عند الإمساك بها. وتصميم التقنية الخاص بـ آلة فرز وثقب البطاقات بالكامل أوتوماتيكيًا تهدف إلى حل المشكلات المذكورة أعلاه. ويستخدم الأشخاص هذه الآلة عادةً في صنع البطاقات، مثل بطاقات العمل، وبطاقات الألعاب، وبطاقات الرسوم المتحركة، وبطاقات البنوك، وبطاقات المشاهير، وغيرها. وتتمثل ميزتها الرئيسية في تسهيل العملية الكاملة للتغذية الدقيقة، والجمع الآلي، وإزالة النفايات، كما تحسّن جودة حواف البطاقات المنتهية إلى مستوى «المستوى الجامعي».
من الناحية الفنية، يعتبر قطاع الصناعة الانحراف البصري ضمن نطاق ٠,١٠ مم مُجيزًا لاجتياز الخط. لكن هذه التحملات قد تؤدي مع ذلك إلى تحرك نمط تشويه الضوء على سطح البطاقة المطبوعة حراريًّا أو البطاقة الهولوغرامية. ونحن بحاجةٍ إلى تعديل زمن الطباعة، والعلبة الميكانيكية للتروس، والموضع البصري بحيث تعمل جميعها معًا في نظام حلقي مغلق. والسبب في ذلك أن هدف التحكم لدينا مُحدَّد عند ٠,٠٥ مم. وقد صُنعت آلة الفرز والتوقيت الآلية بالكامل خصيصًا للسوق الهندي، حيث تتنوع الطلبات فيه وتكون الكميات المطلوبة صغيرة نسبيًّا. وهي مزوَّدة بآلية تغذية دقيقة قادرة على العمل خطوةً بخطوة، إضافةً إلى وظائف التصحيح البصري والموضع البصري لتخطيط التصميم. وبالتالي، يمكنك استبدال الآلة في غضون أقل من ١٥ دقيقة. أما استبدال القوالب الخشبية الخفيفة فيستغرق فقط دقيقتين إلى ثلاث دقائق، ما يجعل نمط الإنتاج «قصيرًا، مسطّحًا وسريعًا». كما أن الجهاز مزوَّد بمحرّك مؤازر (سيرفو) بقدرة ٧,٥ كيلوواط للتحكم في قوة القطع، مما يسمح له بقطع المواد السميكة والرقيقة باستخدام نفس الشفرة دون ترك أي حواف خشنة. وهذا يوفِّر ضمانًا على مستوى الأجهزة لمُنتجي بطاقات الطباعة، إذ يمكنهم تنفيذ طلبات بطاقات جمع تُصنَّف ضمن الفئة الراقية.
أول عقبة فنية تواجه ضبط الجودة في بطاقات الجمع هي ليست ثقب الفتحات، بل «دقة موقع الملاحظة». وتستخدم آلات القص التقليدية دبابيس ميكانيكية للتحديد الموضعي أو تتبع المؤشر. وعند إضافة وظيفة إيقاف طارئ للمحرك servo، فإن خطأ التموضع يكون عادةً في نطاق ±٠٫١٥ إلى ٠٫٢٠ ملليمتر. أما استجابة المستشعر الضوئي لرمز اللون المطبوع فتستغرق نحو ٥–١٠ ملي ثانية. وبالنسبة لألواح التخطيط (مثل ٥ × ٥ أو ٤ × ٨)، فإن الخطأ التراكمي في موقع الحواف سيكون أكبر. وتُعتمد آلة الثقب والتصنيف والفرز الآلية بالكامل على كاميرات صناعية عالية الدقة وخوارزميات كشف الحواف دون البكسل، ما يغيّر تمامًا نمط العمل في عملية التموضع. فالمرحلة الأولى هي التموضع الخشن العالمي: حيث تقوم المعدة تلقائيًّا بتحميل المواد عبر الصواني، وتستخدم الماصات آلية شفط اهتزازية لضمان عدم التكرار. وعند وصول الورق إلى محطة العمل المرئية، تلتقط الكاميرا صورةً للوحة الدائرة الإلكترونية بأكملها. وتستخدم العلامات المرجعية للتموضع الموجودة في الزوايا الأربع للوحة لحساب الانحراف الكلي والزاوية الدورانية. ثم تُثبِّت النظام نظام الإحداثيات الخاص باللوحة الإلكترونية بأكملها، وليس فقط لبطاقة واحدة. ويستخدم النظام ملفات التصميم التي يرسلها العملاء لإنشاء الإحداثيات النظرية لكل هدف من أهداف القص. وهذه هي الطبقة الثانية من التموضع المحلي الدقيق. وتقوم خوارزمية دون البكسل بتعبئة التدرج الرمادي بين البكسلات، ما يرفع دقة تحديد موقع الحواف من بكسل واحد إلى مستوى ٠٫١–٠٫٢ بكسل. وبذلك يستطيع النظام رؤية انحرافات في الحواف لا تتجاوز ٠٫٠١ ملليمتر، حتى مع أن حجم بكسل الكاميرا يبلغ ٥ ملايين بكسل. ومن أفضل ما يميز السوق الهندي إمكانية وضع طلبات صغيرة الحجم. فاستغرق معايرة المعدات التقليدية أكثر من ٣٠ دقيقة في كل مرة يتم فيها تغيير اللوحة. أما هذه الماكينة فهي مزوَّدة بنظام تغذية دقيق تدريجيًا يعتمد على وحدات المسمار المحركة servo، ويمكنه التغذية بشكل متسلسل. كما يمكن للتغذية المرئية الفورية في الوقت الحقيقي أن تحدد مدة كل خطوة تغذية. وعندما تتغير درجة الحرارة والرطوبة، تنكمش الدفعة بنسبة ٠٫٠٢٪، فيقوم النظام تلقائيًّا بتقليص مسافة التغذية. وهذا يضمن أن تكون دقة المنتج النهائي للبطاقة رقم ١٠٠ مساوية تمامًا لدقة البطاقة الأولى.
الميزة الهندسية لهذا الخوارزمية تكمن في تمكين العملاء من استخدام آلات الطباعة الرباعية الألوان التقليدية لإنتاج البطاقات دون الحاجة إلى شراء ألواح طباعة مخصصة باهظة الثمن لتحديد موضع القالب (Alignment Cursor Spot Colour Plates) الخاصة بالقصّ. وهذا يوفّر قدرًا كبيرًا من المال في مرحلة أخذ العيّنات. أما جهاز الفرز والتوقيت الآلي الكامل فهو أفضلُ بكثير، إذ يمكنه التحويل بسهولة بين أخذ العيّنات خارج خط الإنتاج والإنتاج الدفعي. ويمكن للعملاء أخذ عيّنات قصّ لمجموعات صغيرة من المواد قبل إصدار الطلب الرسمي، مما يسمح لهم بالتحقق من الدقة البصرية قبل بدء الإنتاج الضخم. وتعاني المعدات التقليدية من مشكلة «دقة عالية في أخذ العيّنات لكن أداءً ضعيفًا في الإنتاج الضخم»، إلا أن هذه التقنية تحلّ هذه المشكلة تمامًا. وتُظهر البيانات الفعلية المستخلصة من عدة مصانع طباعة نفث حبر في الهند أن استخدام تقنية تحديد الموضع دون البكسل (Sub-pixel Positioning Technology) قد خفض معدل عيوب انحراف الصورة في الإنتاج الضخم من أكثر من ٣,٥٪ في المعدات التقليدية إلى أقل من ٠,٥٪. كما يظل خطأ التماثل (Consistency Error) بين مرحلة أخذ العيّنات والإنتاج الضخم ضمن هامش ± ٠,٠٣ مم. وهذه النتائج تُشكّل دليلًا فنيًّا قويًّا يدعم عمليات تدقيق المصانع التابعة للعلامات التجارية.
بعض الطرق التي تجعل بطاقات الجمع أكثر قيمة تشمل ختم الأرقام بالحرارة، والملصقات الهولوغرامية المضادة للتزييف، والورنيش المرتفع تحت الأشعة فوق البنفسجية. وكل هذه الطرق تعاني من نفس المشكلة: فهي لا تتحمل الخدوش أو الضغط أو الاحتكاك. ولجمع المنتجات النهائية، تستخدم آلات الثقب التلقائية التقليدية دفع الذراع أو تثبيت الحزام. ولذلك، يشعر العديد من الأشخاص بعدم الرضا عن الخطوط البيضاء الرفيعة التي تظهر على طبقة الختم الحراري. أما آلة ثقب البطاقات وفرزها التي تعمل بشكل مستقل تمامًا، فلديها طريقتان فريدتان للفرز: مسار توجيه عائم بالهواء ومصفوفة من ماصات السيليكون المرنة. وعند استخدامنا للماصات المرنة، فإن الأمر لا يقتصر فقط على استبدال المواد؛ بل إن هذا أدى أيضًا إلى تغيير إدراكنا لمفهوم «الإمساك». ويبلغ قطر كل ماصة ٣ ملليمترات فقط، بينما لا يتجاوز ضغط التلامس ٠٫٠٥ نيوتن/سم². وهي مرتبة على شكل خلية نحل، وكل منها مزوَّدة بمسار هوائي خاص للتحكم فيه. وعندما تتلامس الماصة مع سطح الختم الحراري، يقوم مستشعر ضغط الهواء برصد درجة إحكام غلق فوهة الماصة على سطح البطاقة في الوقت الفعلي. وعند اكتشاف تسرب (لأن نمط الختم الحراري يجعل السطح غير مستوٍ)، تقوم الماصة المجاورة للتسرب تلقائيًّا بالتبديل لتعويض التسرب، بدلًا من زيادة الضغط السلبي. وهذا يسمح برفع البطاقة عبر الختم الحراري ثلاثي الأبعاد دون إلحاق أي ضرر بالملمس المرتفع.
يمكن لمسارات التوجيه العائمة بالهواء أن تمنع تلف البطاقات الناتج عن الاحتكاك أثناء الفرز والحركة. وتتميز فتحة البطاقة القياسية بنظام تراكمي من نوع الحاجز، الذي ينزلق بين الحواف والجدران الجانبية، وكذلك بين أسطح البطاقات. وفي قاع كل قناة فرز، يحتوي الجهاز على غرفة دقيقة المسام تكون دائمًا مضغوطة بضغط منخفض يتراوح بين ٠,٣ و٠,٥ كجم. ويُحافظ هذا الضغط على بطاقة المنتج النهائي في حالة تعليق دقيقة بارتفاع ٠,١ مم أثناء عملية الإخراج. ولن تتلامس البطاقة مباشرةً مع مسار التوجيه المعدني، ولن تتآكل الطبقة الهولوغرامية. وباستخدام المعدات التقليدية، ارتفعت «نسبة عيوب المعالجة السطحية» في الإنتاج الضخم من ١,٨٪ إلى ٢,٥٪. وبعد اعتماد نظام جمع التعويم بالهواء، انخفضت هذه النسبة إلى أقل من ٠,٣٪. وهذا يعني أنه بالنسبة إلى كل ١٠٠٠٠٠ بطاقة ذات قيمة مضافة فردية تتجاوز ٢ دولار أمريكي، فإنك توفر ما يقارب ٤٠٠٠ دولار أمريكي من خسائر الهدر. كما يتيح هذا التصميم آلة فرز وثقب تمامًا أوتوماتيكية لتجهيز مواد متنوعة مثل الورق، والأفلام، وألواح المواد المغناطيسية اللينة دون تغيير إعدادات مسار الهواء عند التبديل بين المواد. وهذا يتيح بالفعل استخدام «جهاز واحد لمختلف أنواع البطاقات».
في عالم بطاقات الجمع، تُعَدُّ «البطاقات المحدودة الإصدار والمُرقَّمة» دائمًا الأغلى سعرًا. وفي السوق الثانوي، يمكن بيع بطاقة نادرة تحمل رقم تسلسلي مثل ١/١٠٠ ورقم ختم حراري مستقل مقابل أضعافٍ عديدة (قد تصل إلى عشرات المرات) من سعر بطاقة عادية. لكن في هذه الصناعة، يُعَدُّ إنتاج البطاقات المرقَّمة مجالًا تقنيًّا معروفًا بصعوبته البالغة. ومن المهم التحقق مما إذا كانت الأرقام من ١ إلى ١٠٠ مرتبة بالترتيب الصحيح، وكذلك التأكد من أن أرقام الختم الحراري المطبوعة على كل ورقة واضحة للقراءة وموضعها دقيق. وتبدأ الحِرَف التقليدية بعملية الختم الحراري للأرقام ثم القص بالقالب (Die-cutting). ومع ذلك، توجد مشكلة كبيرة: فعند وصول الورق إلى محطة القص بالقالب، لا يمكن ضمان أن تكون كل بطاقة في الموضع نفسه. وقد يؤدي ذلك إلى أن تقطع شفرة القص حواف الأرقام، ما يستلزم رفض الدفعة بأكملها من البطاقات المرقَّمة. ولإنتاج الإصدارات المحدودة، فإن آلة فرز وثقب تمامًا أوتوماتيكية اقترح بنيةً تُسمى «الربط التغليفي بعد الفرز». وأهم جزءٍ في هذه العملية ليس عملية الثقب نفسها، بل الربط الزمني الحقيقي للأرقام المقروءة والفرز اليدوي لها. وتتمثل هذه العملية في الخطوات التالية: أولاً، يُصنع الشكل القياسي للبطاقة باستخدام تقنية القص بالقالب التقليدية (وفي هذه المرحلة، لم تُدرَج الأرقام بعد على البطاقات عبر الطباعة الحرارية، وبالتالي فهي منتجات نصف مكتملة) → ثم تدخل البطاقات محطات الطباعة الحرارية إما بشكل خارجي أو متصل مباشرةً بالنظام، حيث تُرقم كل بطاقة وتُطبع عليها أرقامها حراريًّا واحدةً تلو الأخرى (ويُعطى النظام لكل بطاقة معرِّفًا افتراضيًّا قبل دخولها محطة الطباعة الحرارية، ويضمن دقةً نسبيةً بين موقع الطباعة الحرارية وحدّة القص المُحددة مسبقًا ضمن مدى ± ٠,١٠ مم باستخدام نظام تحديد الموضع بالمحركات المؤازرة) → وبعد ذلك تُرسل البطاقات المطبوعة حراريًّا إلى وحدة الفرز الخاصة بالمعدات. فتقوم كاميرا صناعية عالية السرعة بقراءة الأحرف الرقمية المطبوعة حراريًّا على البطاقة بمعدل يتراوح بين ١٠ و١٥ بطاقة في الثانية، وتستخدم خوارزمية التعرف الضوئي على الحروف (OCR) لتحويل الصورة إلى سلسلة من الأرقام. وبعدها يوجِّه نظام التحكم «إصبع الفرز» لإرسال البطاقة إلى الموضع المخصص لها في صندوق الفرز المناسب استنادًا إلى الرقم المقروء؛ فعلى سبيل المثال، تُرسل البطاقات المرقمة من ١ إلى ١٠ إلى الموضع (أ)، بينما تُرسل البطاقات من ١١ إلى ٢٠ إلى الموضع (ب)، وهكذا يمكن وضع كل بطاقة في موضعها الخاص.
أفضل جزء في هذه الخطة هو أنك لم تعد بحاجة إلى تنظيم البطاقات يدويًّا. ووفقًا لطريقة الإنتاج القديمة، كان يتعيَّن على ثلاثة أشخاص يجلسون حول الطاولة اختيار مئة بطاقة مقطوعة بالقالب وفرزها وتغليفها ترتيبيًّا رقميًّا، وهي عملية تستغرق من ١٥ إلى ٢٠ دقيقة وتكون عُرضة للأخطاء. أما الجهاز فيُنفِّذ كل هذه المهام تلقائيًّا عبر الفرز الآلي: إذ يفرز ١٠٠ بطاقة في غضون ٤٠ ثانية كحدٍّ أقصى، وبدقة تبلغ ٩٩,٩٩٪. وآلة الفرز والتسجيل الكاملة الأتمتة أفضلُ من ذلك بكثير، لأنها تعمل بالتكامل مع النظام الخلفي المتصل بحلّ التغليف الشامل. وهذا يعني أن البطاقات المُفرَّزة لا تحتاج إلى نقلها قبل إدخالها مباشرةً في آلة التعبئة في أكياس أو آلة الإغلاق البلاستيكي. وبالتالي يمكن إنجاز العملية بأكملها — من قص القوالب إلى الفرز والتغليف — دون الحاجة إلى أي تدخل بشري. ويتميز هذا الجهاز بوسيلتين لجمع المنتجات النهائية: الجمع المصنَّف والجمع التسلسلي. ويعود ذلك إلى استمرار نمو الطلب على طلبات بطاقات الإصدارات المحدودة ذات «الكميات الصغيرة والنسخ المتعددة» في السوق الهندية. فالنوع الأول مناسب لفرز وتغليف البطاقات المختلطة، بينما النوع الثاني مناسب للبطاقات المرقَّمة ترتيبيًّا واحدة تلو الأخرى. ولوحدة استلام البطاقات هيكلٌ يسمح بالإمساك الروبوتي الدوراني أو الموازي. ويمكنها احتواء ٥٠٠ ورقة في صندوق واحد، كما يمكن إضافة المزيد من الصناديق لتوفير سعة تصل إلى ١٢٠٠ محطة عمل. وبإمكان المطابع الهندية المحلية التعامل مع الطلبات الكبيرة الواردة من شركات الملكية الفكرية الكبرى حول العالم، إذ يمكنها الحصول على البطاقات بشكل مستمر من الرقم ١ وحتى الرقم N.

إن إنشاء بطاقات أنمي تُجمع يشبه أكثر صنع شيءٍ يتم قياسه بدقة بالغة، بدلًا من طباعة شيء ما. وتُعَدّ آلة التصنيف والفرز والثقب الكاملة الأتمتة اختراقًا تكنولوجيًّا يمكن قياسه بخمس طرق مختلفة في هذه الصناعة. ويُحدِّد نظام التموضع البصري القائم على خوارزمية حدود البكسل الفرعيّة مدى التسامح في قطع الدفعات ضمن نطاق ± ٠٫٠٥–٠٫١٠ مم، وهو أعلى مستوى يسمح به المعيار الدولي ISO CR-80. وبالمقارنة مع الأجهزة القديمة، فإن هذا يقلل عدد عيوب انحراف الصور بنسبة ٨٢٪. ويعمل وحدة القطع ذات القدرة العالية (٧٫٥ كيلوواط) والمُشغَّلة مباشرةً بواسطة محرك سيرفو مع نظام التغذية المتناوبة ذي المسمارين معًا لاستقرار سرعة الإنتاج عند معدل يتراوح بين ٢٠٠٠٠ و٣٥٠٠٠ ورقة في الساعة. وتكمن الأهمية الكبرى في آلية استبدال القوالب الخشبية الخفيفة بسرعة، لأنها تُسهِّل تبديل الطلبات؛ إذ لا يستغرق استبدال القالب سوى دقيقتين إلى ثلاث دقائق فقط، بينما لا يستغرق ضبط الجهاز بأكمله لتبديل الطلبات سوى ١٥ دقيقة فقط. وهذا يجعل الإنتاج المرِن للدُفعات الصغيرة القصيرة والمسطحة والسريعة أمرًا ممكنًا. مؤشر قابلية التكيُّف مع المواد: الآلات القادرة على التعامل مع العديد من المواد المختلفة، مثل بطاقات الورق، وبولي كلوريد الفينيل (PVC)، وبولي إيثيلين تيريفثالات (PET)، وأكريلونيتريل بوتادين ستايرين (ABS)، والألواح المغناطيسية اللينة، والمواد المختلطة. وهي بارعة بشكل خاص في حل مشكلة انحراف التغذية التي تحدث عندما تلتصق مواد الأفلام الرقيقة ببعضها البعض بسبب الكهرباء الساكنة. ويمكنك استخدام هيكل التغذية لضبط طول التغذية في كل خطوة فردية، وبالتالي لا حاجة لتخصيص بكرة التغذية لكل منتج. مؤشرات جودة المنتج النهائي: إن تصميم الفرز غير التدميري يحافظ على معدل الحواف المشوَّشة (الحافة المبرَّدة) دون ٠٫١٪، كما يضمن الجمع بين الماصات المرنة وقضبان التوجيه العائمة بالهواء تحقيق معدل سلامة سطحية يتجاوز ٩٩٫٧٪ للأسطح المُذهَّبة حراريًّا أو المزودة بتأثير الهولوغرام في الإنتاج الآلي. وكان الناس قبل ثلاث سنوات ما زالوا يعتقدون أن الآلات الكاملة الأتمتة لا يمكنها تجاوز هذا الحد التكنولوجي. مؤشر ما بعد التكامل: لقد تم ترقية المعدات من آلة منفردة إلى عقدة رئيسية في سلسلة العمليات «القطع بالقالب، والفرز، والتغليف». ويمكنها التواصل مع خطوط التغليف الآلية وأنظمة التحميل على المنصات (Palletising)، ما يساعد العملاء على توفير ٧٠٪ من تكاليف العمالة في المرحلة الخلفية. أما سوق طباعة بطاقات العمل في الهند فيتحول من نموذج «الكميات الكبيرة بأسعار منخفضة» إلى نموذج «الجمع الراقي». وللمصانع التي ترغب في قبول طلبات بطاقات الجَمع الدولية، لم يعد الأمر مجرد اختيار أدوات مناسبة فحسب، بل أصبحت الحاجة ماسّة إلى آلات كاملة الأتمتة للفرز والفرز والثقب، والتي توفر ملاحظات بصرية، وتحديد مواقع بدقة دون مستوى البكسل، وفرزًا دون إحداث أي تلف، وفرزًا آليًّا.



