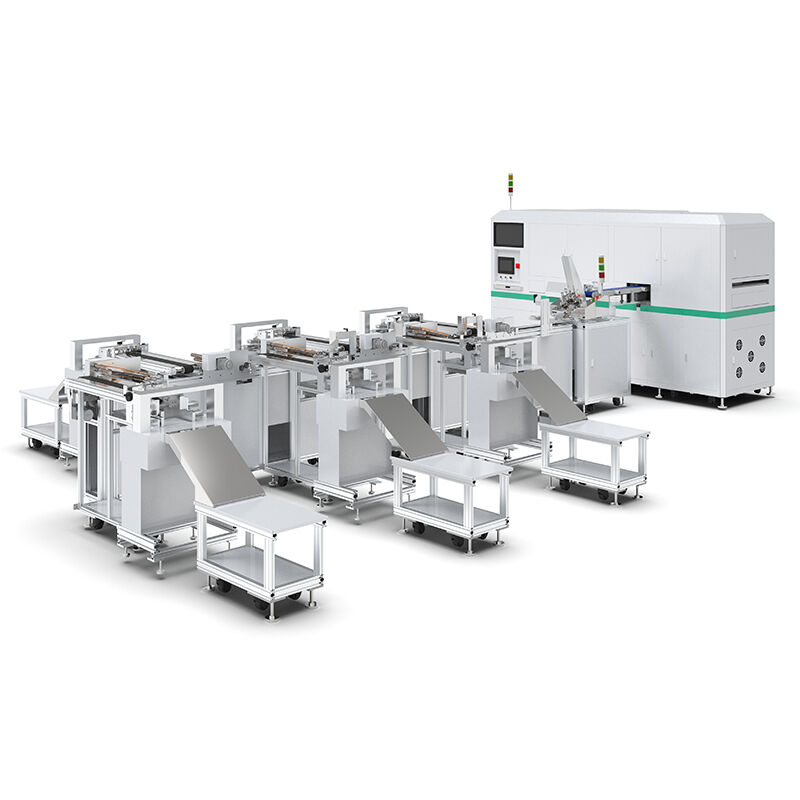
Im Sammelkarten-Geschäft war Qualitätskontrolle niemals ein Kostenproblem; es geht stets um Lebendigkeit. Hat eine Karte kleine Grate an ihren Kanten, weicht sie um mehr als 0,1 Millimeter von der Stanzposition ab oder besitzt sie unsymmetrische Ecken, so bezeichnen Sammler sie als „Ausschusskarte“. In den vergangenen Jahren ist der indische Anime-Kartenmarkt rasant gewachsen. Viele OEM-Aufträge für lizenzierte IP-Karten aus Japan, Europa und den Vereinigten Staaten werden von lokalen Druckereien erfüllt. Kartenhersteller akzeptieren zunehmend keine Karten mit optischen Fehlern mehr. Das traditionelle Stanzverfahren weist drei wesentliche konstruktive Probleme auf: Erstens erfordert die Gestaltung der Nagelstellen und Verbindungsstellen, dass zwischen den Karten Abfallränder verbleiben. Nach dem Stanzen müssen die Verbindungsstellen manuell aufgerissen werden, was die Hauptursache für Abnutzung an den Kanten darstellt; Zweitens können dünne Materialien wie Dünnschichtfolien und weiche magnetische Dünnschichten während des Zuführprozesses geringfügig verrutschen, wodurch die Bildausschnitte von der Mittellinie abweichen können; Drittens sind dekorative Schichten wie Heißprägung und Holographie äußerst empfindlich gegenüber physischem Kontakt, und herkömmliche mechanische Greifer hinterlassen beim Erfassen stets Vertiefungen. Die technische Gestaltung des vollautomatische Sortier- und Lochstanmaschine zielt darauf ab, die oben genannten Probleme zu lösen. Menschen verwenden diese Maschine häufig zum Herstellen von Karten, beispielsweise Visitenkarten, Spielkarten, Anime-Karten, Bankkarten, Prominentenkarten usw. Ihr Hauptvorteil besteht darin, dass sie den gesamten Prozess der präzisen Zuführung, automatischen Sammlung und Abfallentsorgung vereinfacht und zudem die Kantengüte der fertigen Karten auf das „Sammler-Niveau“ verbessert.
Aus technischer Sicht betrachtet die Branche visuelle Abweichungen innerhalb von 0,10 mm als „durch die Linie gegangen“. Diese Toleranz kann jedoch immer noch dazu führen, dass sich das Lichtverzerrungsmuster auf der Oberfläche der Heißprägung oder der holographischen Karte verschiebt. Wir müssen die Prägedauer, das mechanische Getriebe und die visuelle Positionierung so anpassen, dass sie gemeinsam in einem geschlossenen Regelkreis arbeiten. Der Grund hierfür ist, dass unser Steuerziel bei 0,05 mm festgelegt ist. Die vollautomatische Sortier- und Taktmachine wurde speziell für den indischen Markt entwickelt, wo zahlreiche unterschiedliche Aufträge in kleinen Losgrößen anfallen. Sie verfügt über einen präzisen Zuführmechanismus, der schrittweise arbeitet, sowie über visuelle Korrektur- und Positionierungsfunktionen für das Layout. Dadurch können Sie eine Maschine in weniger als 15 Minuten austauschen. Der Austausch leichter Holzformen dauert lediglich 2 bis 3 Minuten, wodurch der Produktionsmodus „kurz, flach und schnell“ wird. Das Gerät ist zudem mit einem 7,5-kW-Servomotor ausgestattet, der die Schneidleistung steuert, sodass dicke und dünne Materialien mit einem einzigen Messer sauber geschnitten werden können – ohne Gratbildung. Dies bietet Druckereien eine Hardware-basierte Garantie, da sie Aufträge für hochwertige Sammelkarten problemlos bewältigen können.
Das erste technische Hindernis bei der Qualitätskontrolle von Sammelkarten ist nicht das Stanzen von Löchern, sondern die „Genauigkeit der Beobachtungsposition“. Herkömmliche Stanzmaschinen verwenden mechanische Positionierstifte oder Cursor-Tracking. Bei Hinzufügung einer Not-Aus-Funktion zum Servomotor liegt der Positionsfehler üblicherweise zwischen ± 0,15 und 0,20 Millimetern. Die Reaktionszeit des photoelektrischen Sensors auf den gedruckten Farbcode beträgt etwa 5–10 Millisekunden. Bei Layoutplatten (z. B. 5 × 5 oder 4 × 8) wird der kumulierte Fehler an der Kantenposition größer sein. Die vollautomatische Klassifizierungs- und Sortierstanzeinheit verwendet hochauflösende industrielle Kameras sowie Subpixel-Kontur-Erkennungsalgorithmen und verändert damit grundlegend die Arbeitsweise der Positionierung. Der erste Schritt – globale Grobpositionierung: Das Gerät lädt automatisch Materialien über das Fach ein, wobei der Saugnapf einen schüttelnden Saugmechanismus nutzt, um Dopplungen auszuschließen. Sobald das Papier die visuelle Arbeitsstation erreicht, nimmt die Kamera ein Foto der gesamten Leiterplatte auf. Dabei werden die Ausrichtungsmarkierungen an den vier Ecken der Platine zur Berechnung der gesamten Verschiebung und des Drehwinkels herangezogen. Anschließend wird ein Koordinatensystem für die gesamte Leiterplatte festgelegt – nicht nur für eine einzelne Karte. Das System nutzt vom Kunden bereitgestellte Konstruktionsdateien, um theoretische Koordinaten für jedes Stanzziel zu ermitteln. Dies ist die zweite Ebene – lokale Präzisionspositionierung. Der Subpixel-Algorithmus füllt den Graustufenverlauf zwischen den Pixeln aus und erhöht so die Auflösung der Kantenerkennung von 1 Pixel auf die Stufe von 0,1–0,2 Pixel. Das System kann Konturverschiebungen von bis zu 0,01 mm erkennen, selbst bei einer Kamera mit einer Auflösung von fünf Megapixeln. Eines der besten Merkmale des indischen Marktes ist, dass Sie Kleinstserien bestellen können. Die Kalibrierung herkömmlicher Geräte dauert bei jedem Plattenwechsel über 30 Minuten. Diese Maschine hingegen verfügt über ein stufenweise präzises Vorschubsystem mit Servoschraubenmodulen, das sequenziell vorschubt. Durch visuelles Echtzeit-Feedback lässt sich die Dauer jedes Vorschubvorgangs bestimmen. Wenn sich Temperatur und Luftfeuchtigkeit ändern, schrumpft die Charge um 0,02 %; das System verkürzt daraufhin automatisch die Vorschubstrecke. Dadurch ist sichergestellt, dass das Endprodukt der 100. Karte genauso genau ist wie das der ersten Karte.
Der technische Vorteil dieses Algorithmus besteht darin, dass Kunden herkömmliche Vierfarb-Druckmaschinen verwenden können, um Karten herzustellen, ohne teure Registermarken-Druckplatten für das Stanzen erwerben zu müssen. Dadurch lassen sich bei der Mustererstellung erhebliche Kosten einsparen. Die vollautomatische Sortier- und Taktmachine ist noch leistungsfähiger, da sie problemlos zwischen Offline-Mustererstellung und Serienfertigung wechseln kann. Kunden können vor Auftragserteilung Stanzproben kleiner Materialchargen anfertigen. Dadurch können sie die visuelle Genauigkeit bereits vor Beginn der Massenproduktion überprüfen. Herkömmliche Maschinen weisen das Problem „genaue Mustererstellung, aber schlechte Massenproduktion“ auf; dieses Problem wird hier jedoch vollständig gelöst. Konkrete Daten mehrerer Inkjet-Druckereien in Indien zeigen, dass durch den Einsatz der Subpixel-Positionierungstechnologie die Fehlerquote bei Bildverschiebungen in der Großserienfertigung von über 3,5 % bei herkömmlichen Maschinen auf unter 0,5 % gesenkt wurde. Der Konsistenzfehler zwischen Mustererstellung und Massenproduktion liegt zudem konstant bei ± 0,03 mm. Dies liefert solide technische Nachweise für Audits durch Markenhersteller.
Einige Methoden, um Sammelkarten wertvoller zu machen, sind das Prägen von Nummern mit Heißprägung, holographische Fälschungsschutzetiketten sowie UV-Relieflack. All diese Verfahren weisen dasselbe Problem auf: Sie sind nicht widerstandsfähig gegen Kratzer, Druck oder Reibung. Um die fertigen Produkte zu sammeln, verwenden herkömmliche automatische Stanzmaschinen zum Stanzen entweder einen Hebelmechanismus oder eine Bandspannung. Daher sind viele Menschen mit den dünnen weißen Linien unzufrieden, die auf der Heißprägungsschicht sichtbar werden. Die vollständig eigenständig arbeitende Kartenstanze- und -sortiermaschine verfügt über zwei einzigartige Sortierverfahren: eine luftgefederte Führungsschiene und ein flexibles Silikon-Saugnapf-Array. Wenn wir flexible Saugnäpfe einsetzen, geht es nicht nur um den Austausch des Materials; vielmehr hat dies auch unsere Vorstellung vom ‚Greifen‘ verändert. Der Durchmesser jedes Saugnapfs beträgt lediglich drei Millimeter, und der Kontakt-Druck liegt unter 0,05 N/cm². Sie sind bienenwabenartig angeordnet, wobei jeder Saugnapf über einen eigenen Luftkanal zur individuellen Steuerung verfügt. Sobald der Saugnapf mit der Heißprägungsfläche in Kontakt kommt, überwacht der Luftdrucksensor in Echtzeit den Dichtungsgrad der Saugdüse auf der Kartenoberfläche. Wird eine Undichtigkeit erkannt (da das Heißprägemuster die Oberfläche uneben macht), schaltet der benachbarte Saugnapf automatisch um, um die Undichtigkeit auszugleichen – statt den Unterdruck zu erhöhen. Dadurch lässt sich die Karte auch über 3D-Heißprägung heben, ohne die Reliefstruktur zu beschädigen.
Luftschwebeführungen können verhindern, dass Karten während des Sortierens und der Bewegung durch Reibung beschädigt werden. Der Standard-Kartenschacht verfügt über ein Klappen-artiges Stapelsystem, das sich zwischen den Kanten und Seitenwänden sowie zwischen den Kartenoberflächen verschiebt. Am Boden jedes Sortierkanals besitzt das Gerät eine mikroporöse Kammer, die stets mit einem geringen Druck von 0,3–0,5 kg beaufschlagt ist. Dadurch befindet sich die fertige Produktkarte während des Auswurfvorgangs in einem mikroskopisch schwebenden Zustand mit einem Abstand von 0,1 mm. Die Karte kommt nicht direkt mit der metallischen Führungsschiene in Berührung, und die holographische Schicht verschleißt nicht. Bei Verwendung herkömmlicher Geräte ist die „Oberflächenprozess-Ausschussrate“ in der Serienfertigung von 1,8 % auf 2,5 % gestiegen. Nach Einführung des Luftschwebesammelverfahrens sank dieser Wert auf unter 0,3 %. Das bedeutet, dass bei 100.000 Karten mit einem einzelnen Mehrwert von über 2 USD nahezu 4.000 USD an Ausschussverlusten eingespart werden. Diese Konstruktion ermöglicht zudem das vollautomatische Sortier- und Stanzenmaschine zur Verarbeitung verschiedener Materialien wie Papier, Folie und weichmagnetischer Bleche, ohne die Einstellungen des Luftpfads beim Wechseln der Materialien ändern zu müssen. Dies ermöglicht tatsächlich die Nutzung eines Geräts für verschiedene Karten.
In der Welt der Sammelkarten sind „limitierte, nummerierte Auflagen“ stets die teuersten. Auf dem Sekundärmarkt kann eine seltene Karte mit einer Seriennummer wie 1/100 und einer eigenständigen Heißprägenummer mehrere zehnmal so viel erzielen wie eine reguläre Karte. Doch in dieser Branche gilt die Herstellung nummerierter Karten als ein allgemein bekanntes technisches „Minenfeld“. Es ist entscheidend, zu prüfen, ob die Nummern von 1 bis 100 in der richtigen Reihenfolge angeordnet sind und ob die Heißprägenummern auf jedem Einzelblatt gut lesbar sind und korrekt positioniert wurden. Bei der traditionellen Fertigung beginnt der Prozess mit dem Heißprägen der Nummern und anschließendem Stanzen. Allerdings besteht hier ein gravierendes Problem: Wenn das Papier die Stanzstation erreicht, lässt sich nicht garantieren, dass jede Karte exakt dieselbe Position einnimmt. Dadurch kann das Stanzmesser an den Rändern der Nummern entlangschneiden – was bedeutet, dass die gesamte numerierte Charge verworfen werden muss. Für limitierte Auflagen ist dies besonders kritisch. vollautomatische Sortier- und Stanzenmaschine hat eine Architektur der „Verpackungsverknüpfung nach der Sortierung“ vorgeschlagen. Der wichtigste Teil ist nicht das Stanzen selbst, sondern die Echtzeit-Zuordnung und manuelle Sortierung der gelesenen Nummern. Der Prozess verläuft wie folgt: Die Standardkartenform wird mittels herkömmlichem Stanzverfahren hergestellt (zu diesem Zeitpunkt sind die Karten noch nicht mit Nummern prägeveredelt und befinden sich daher im Halbfertigzustand) → die Karten gelangen in Offline- oder Online-Heißprägestationen, wo sie einzeln nummeriert und prägeveredelt werden (das System weist jeder Karte vor Eintritt in die Heißprägestation eine virtuelle ID zu und stellt mittels Servopositionierung die relative Genauigkeit zwischen Prägeposition und Stanzkontur innerhalb von ± 0,10 mm sicher) → die prägeveredelten Karten werden an die Sortiereinheit der Anlage weitergeleitet. Die hochgeschwindigkeitsfähige Industriekamera liest die prägeveredelten Ziffern auf der Karte mit einer Geschwindigkeit von 10 bis 15 Karten pro Sekunde und wandelt das Bild mithilfe eines OCR-Algorithmus in eine Zahlenfolge um. Das Steuerungssystem weist den Sortierfinger an, die Karte entsprechend der gelesenen Nummer in den richtigen Kartenfach zu leiten. Beispielsweise werden die Karten 1–10 in Fach A eingelegt; die Karten 11–20 gelangen in Fach B, wobei jede Karte jeweils an ihrer eigenen Position platziert wird.
Der beste Aspekt dieses Plans ist, dass Sie die Karten nicht mehr manuell ordnen müssen. Nach der alten Produktionsmethode mussten drei Personen am Tisch 100 gestanzte Karten in numerischer Reihenfolge auswählen, sortieren und verpacken. Dies dauerte 15 bis 20 Minuten und war fehleranfällig. Das Gerät übernimmt all diese Aufgaben eigenständig durch automatisches Sortieren: Es sortiert 100 Karten in höchstens 40 Sekunden – und zwar mit einer Genauigkeit von 99,99 %. Die vollautomatische Sortier- und Zählmaschine ist noch leistungsfähiger, da sie zusammen mit dem Backend arbeitet, das in die gesamte Verpackungslösung integriert ist. Dadurch müssen die sortierten Karten nicht mehr umgelagert werden, bevor sie direkt in die automatische Beutelverpackungsmaschine oder die Kunststoffversiegelungsmaschine eingegeben werden. Das bedeutet, dass der gesamte Prozess – von der Stanzen der Formen über das Sortieren bis hin zur Verpackung – ohne jegliche manuelle Unterstützung abgeschlossen werden kann. Dieses Gerät bietet zwei Möglichkeiten zum Sammeln der fertigen Produkte: klassifizierte Sammlung und sequenzielle Sammlung. Dies liegt daran, dass die Nachfrage nach limitierten Sonderausgaben von Karten im indischen Markt mit dem Konzept „kleine Serien, viele Versionen“ kontinuierlich steigt. Die erste Variante eignet sich zum Sortieren und Verpacken gemischter Karten, während die zweite Variante für Karten geeignet ist, die einzeln nummeriert sind. Die Kartenempfangseinheit verfügt über eine Struktur für rotierende oder parallel arbeitende Robotergriffe. Sie fasst 500 Bogen Papier in einer Box; durch Hinzufügen weiterer Boxen lässt sich die Kapazität auf bis zu 1.200 Arbeitsplätze erweitern. Indische Druckereien vor Ort können große Aufträge führender IP-Unternehmen weltweit bewältigen, da sie kontinuierlich Karten von 1 bis N bereitstellen können.

Die Herstellung von Sammel-Anime-Karten ähnelt eher der Fertigung eines präzise gemessenen Produkts als dem einfachen Druck. Die vollautomatische Klassifizierungs-, Sortier- und Stanzeinheit stellt einen technologischen Durchbruch dar, der in der Branche anhand von fünf verschiedenen Kriterien bewertet wird. Das visuelle Positionierungssystem auf Basis des Subpixel-Konturalgorithmus begrenzt die Toleranz beim Batch-Schneiden auf ± 0,05–0,10 mm – dies entspricht dem höchsten Niveau, das durch den internationalen ISO-CR-80-Standard zugelassen ist. Im Vergleich zu älteren Geräten reduziert dies die Anzahl von Bildversatzfehlern um 82 %. Die hochleistungsfähige Servo-Direktantriebs-Schneideinheit mit 7,5 kW Leistung sowie das zweiseitige Schraubenwechselsystem für die Zuführung arbeiten zusammen, um die Produktionsgeschwindigkeit konstant bei 20.000 bis 35.000 Bogen pro Stunde zu stabilisieren. Der schnelle Wechselmechanismus für leichte Holzformen ist besonders wichtig, da er das Umrüsten zwischen Aufträgen vereinfacht: Der Formwechsel dauert lediglich zwei bis drei Minuten; die gesamte Maschine für den Auftragswechsel einzurichten, benötigt nur 15 Minuten. Damit wird eine kurze, flache und schnelle, agile Kleinserienfertigung möglich. Materialanpassungsindex: Maschinen, die eine breite Palette verschiedener Materialien verarbeiten können – darunter Papierkarten, PVC, PET, ABS, weiche magnetische Folien sowie Mischmaterialien. Sie sind insbesondere darauf spezialisiert, das Problem der Zuführabweichung zu lösen, das bei dünnen Folienmaterialien durch elektrostatisches Anhaften entsteht. Über die Zuführstruktur lässt sich die Länge jeder einzelnen Schrittzuführung einstellen, sodass keine individuelle Anpassung der Zuführwalzen für jedes Produkt erforderlich ist. Qualitätsindikatoren für das Endprodukt: Das zerstörungsfreie Sortierdesign hält die Kantengrätenrate unter 0,1 %; die Kombination aus flexiblen Saugnäpfen und luftgeführten Führungsschienen gewährleistet bei der automatisierten Produktion eine Oberflächenintegritätsrate von über 99,7 % für Heißprägung-/Hologrammkartenoberflächen. Vor drei Jahren glaubten viele noch, vollautomatische Maschinen könnten diese technologische Grenze nicht überschreiten. Post-Integrations-Indikator: Die Anlage wurde von einer Einzelmaschine zu einem zentralen Knotenpunkt innerhalb der Prozesskette „Stanzen, Sortieren und Verpacken“ weiterentwickelt. Sie kann mit automatischen Verpackungslinien und Palettiersystemen kommunizieren und ermöglicht es Kunden, 70 % der Arbeitskosten im Backend einzusparen. Der indische Geschäftskarten-Druckmarkt wandelt sich vom Modell „preisgünstige Massenfertigung“ hin zu „exklusive Sammlereditionen“. Für Fabriken, die internationale Aufträge für Sammelkarten annehmen möchten, geht es nicht mehr nur darum, geeignete Werkzeuge auszuwählen: Sie benötigen vollautomatische Maschinen zum Sortieren, Sortieren und Stanzen, die visuelles Feedback liefern, Objekte auf Subpixel-Ebene lokalisieren, schonend sortieren und automatisch klassifizieren.



