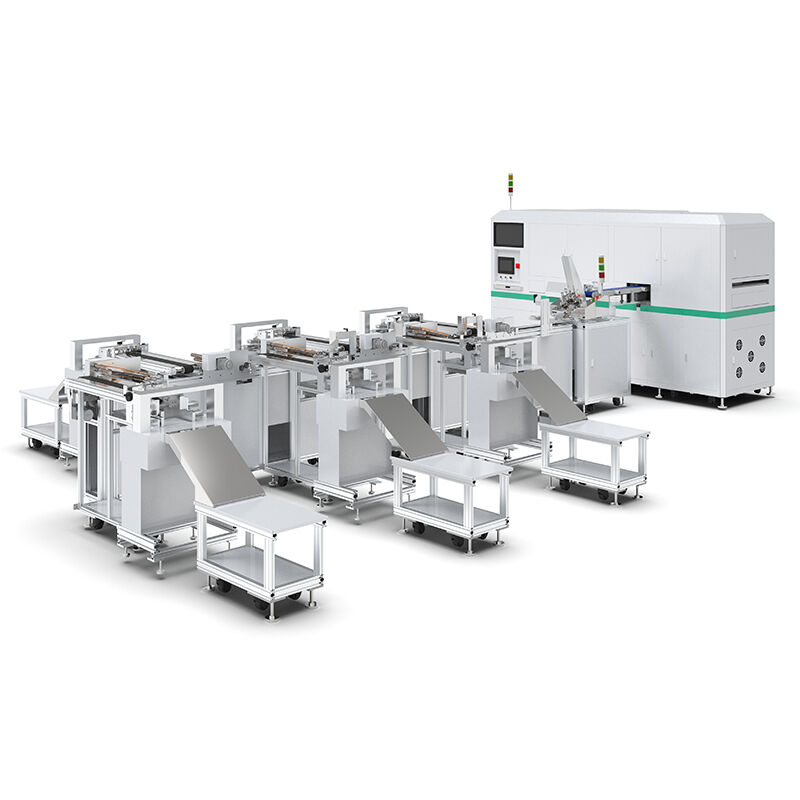
No ramo de cartas colecionáveis, o controle de qualidade nunca foi uma questão de custo; trata-se sempre de estar vivo. Se uma carta apresentar pequenas rebarbas nas bordas, estiver deslocada em mais de 0,1 milímetro em relação à posição de perfuração ou tiver cantos irregulares, os colecionadores a classificam como "carta defeituosa". Nos últimos anos, o mercado indiano de cartas de anime cresceu rapidamente. Muitos pedidos de OEM para cartas com licença de propriedade intelectual provenientes do Japão, da Europa e dos Estados Unidos são atendidos por empresas gráficas locais. Os fabricantes de cartas estão cada vez menos dispostos a aceitar cartas com defeitos visuais. O processo tradicional de corte com matriz apresenta três principais problemas estruturais: primeiro, o projeto dos pontos de fixação e dos pontos de conexão exige que sejam deixadas bordas supérfluas entre as cartas. Após o corte com matriz, os pontos de conexão devem ser abertos manualmente, o que constitui a principal causa do desgaste nas bordas das cartas; segundo, materiais finos, como filmes finos e filmes magnéticos moles, podem sofrer ligeiro deslocamento durante o processo de alimentação, o que pode provocar desvios no corte da imagem em relação ao centro; terceiro, camadas decorativas, como estampagem a quente e holografia, são altamente sensíveis ao contato físico, e as garras mecânicas tradicionais deixam sempre marcas de pressão ao agarrá-las. O projeto técnico da máquina totalmente automática de classificação e perfuração de cartões visa resolver os problemas acima mencionados. As pessoas costumam utilizar esta máquina para produzir cartões, como cartões de visita, cartões de jogos, cartões de animes, cartões bancários, cartões de celebridades, entre outros. Sua principal vantagem é facilitar todo o processo de alimentação precisa, coleta automática e remoção de resíduos, além de melhorar a qualidade das bordas dos cartões acabados até o padrão de "nível de coleção".
Do ponto de vista técnico, a indústria considera uma desvio visual dentro de 0,10 mm como aceitável na linha de produção. Contudo, essa tolerância ainda pode provocar o deslocamento do padrão de distorção luminosa na superfície do cartão com estampagem a quente ou holográfico. Precisamos ajustar o tempo de estampagem, a caixa de engrenagens mecânica e o posicionamento visual, de modo que todos esses componentes operem em conjunto como um sistema em malha fechada. O motivo é que nosso alvo de controle está definido em 0,05 mm. A máquina totalmente automática de classificação e sincronização foi desenvolvida especificamente para o mercado indiano, caracterizado por muitos pedidos diferentes e pequenos lotes. Ela possui um mecanismo de alimentação preciso, capaz de operar passo a passo, além de funções visuais de correção e posicionamento para o layout. Assim, é possível substituir uma máquina em menos de 15 minutos. A troca de moldes leves em madeira leva apenas 2 a 3 minutos, tornando o modo produtivo "curto, plano e rápido". O equipamento também é dotado de um motor servo de 7,5 kW para controlar a potência de corte, permitindo cortar materiais espessos e finos com uma única lâmina, sem deixar rebarbas. Isso oferece uma garantia em nível de hardware às gráficas, que assim conseguem atender pedidos de cartões colecionáveis de alta qualidade.
O primeiro obstáculo técnico no controle de qualidade de cartas colecionáveis não é a perfuração de furos, mas sim a "precisão da posição de observação". As máquinas tradicionais de corte a matriz utilizam pinos mecânicos de posicionamento ou rastreamento por cursor. Ao adicionar uma parada de emergência ao motor servo, o erro de posicionamento costuma variar entre ± 0,15 e 0,20 milímetros. A resposta do sensor fotoelétrico ao código de cores impresso leva aproximadamente 5–10 milissegundos. Para placas de layout (como 5 × 5 ou 4 × 8), o erro acumulado na posição das bordas será maior. A máquina totalmente automática de perfuração, classificação e ordenação adota câmeras industriais de alta resolução e algoritmos de detecção de contorno em subpixel, alterando completamente o modo de funcionamento do posicionamento. Primeira etapa: posicionamento grosseiro global — o equipamento carrega automaticamente os materiais por meio da bandeja, e a ventosa utiliza um mecanismo de sucção vibratória para garantir que não haja repetições. Quando o papel atinge a estação de trabalho visual, a câmera captura uma imagem de toda a placa de circuito. Ela utiliza marcas de alinhamento localizadas nos quatro cantos da placa para calcular o deslocamento geral e o ângulo de rotação. Em seguida, fixa o sistema de coordenadas para toda a placa de circuito, e não apenas para uma única carta. O sistema utiliza arquivos de projeto enviados pelos clientes para criar coordenadas teóricas para cada alvo de corte a matriz. Trata-se da segunda camada de posicionamento local preciso. O algoritmo em subpixel preenche o gradiente de tons de cinza entre os pixels, elevando a resolução de localização de contornos de 1 pixel para o nível de 0,1–0,2 pixel. O sistema consegue detectar desvios de contorno tão pequenos quanto 0,01 mm, mesmo com uma câmera de 5 megapixels. Uma das melhores características do mercado indiano é a possibilidade de realizar pedidos em pequenos lotes. A calibração de equipamentos tradicionais leva mais de 30 minutos toda vez que a placa é trocada. Por outro lado, esta máquina possui um sistema de avanço progressivamente preciso com módulos de parafuso servo, capaz de avançar sequencialmente. O feedback visual em tempo real permite determinar a duração de cada passo de avanço. Quando ocorrem variações de temperatura e umidade, o lote sofre uma contração de 0,02%, e o sistema reduz automaticamente a distância de avanço. Isso garante que o produto acabado da 100ª carta seja tão preciso quanto o da primeira carta.
A vantagem de engenharia deste algoritmo é que ele permite aos clientes utilizarem máquinas convencionais de impressão em quatro cores para produzir cartões, sem a necessidade de adquirirem caras chapas de cor especial com cursor de alinhamento para corte. Isso representa uma grande economia nos custos de amostragem. A máquina totalmente automática de classificação e cronometragem é ainda mais eficiente, pois pode alternar facilmente entre amostragem offline e produção em lote. Os clientes podem obter amostras de corte de pequenos lotes de materiais antes mesmo de efetuarem o pedido, permitindo-lhes verificar a precisão visual antes do início da produção em massa. Os equipamentos tradicionais apresentam o problema de "amostragem precisa, mas produção em massa deficiente", mas este sistema resolve integralmente essa questão. Dados reais provenientes de várias fábricas de impressão jato de tinta na Índia mostram que a utilização da tecnologia de posicionamento subpixel reduziu a taxa de defeitos por deslocamento de imagem na produção em larga escala — de mais de 3,5% nos equipamentos tradicionais para menos de 0,5%. Além disso, o erro de consistência entre a amostragem e a produção em massa é mantido em ± 0,03 mm. Isso fornece evidências técnicas robustas para auditorias de fábricas de marcas.
Alguns métodos para aumentar o valor de cartas colecionáveis são a numeração em relevo a quente, etiquetas holográficas antifalsificação e verniz em relevo UV. Todos esses processos apresentam o mesmo problema: não suportam arranhões, pressão ou atrito. Para coletar produtos acabados, as máquinas automáticas tradicionais de perfuração utilizam empurrão por alavanca ou fixação por correia. Por isso, muitas pessoas ficam insatisfeitas com as finas linhas brancas deixadas na camada de estampagem a quente. A máquina de perfuração e classificação de cartas, que opera de forma totalmente independente, possui dois métodos exclusivos de classificação: trilho-guia com flutuação a ar e matriz flexível de ventosas de silicone. Ao utilizarmos ventosas flexíveis, não se trata apenas de substituir materiais; isso também alterou nossa percepção do conceito de 'agarre'. O diâmetro de cada ventosa é de apenas 3 milímetros, e a pressão de contato é inferior a 0,05 N/cm². Elas são dispostas em padrão semelhante ao de um favo de mel, cada uma com seu próprio canal de ar para controle individual. Quando a ventosa entra em contato com a superfície estampada a quente, o sensor de pressão de ar monitora em tempo real o grau de vedação do bico de sucção sobre a superfície da carta. Ao detectar uma fuga (pois o padrão estampado a quente torna a superfície irregular), a ventosa adjacente à fuga comuta automaticamente para compensá-la, em vez de aumentar a pressão negativa. Isso permite levantar a carta com estampagem a quente em 3D sem danificar a textura em relevo.
Trilhos-guia com flutuação a ar podem evitar que os cartões sejam danificados devido ao atrito durante a classificação e o movimento. O compartimento padrão para cartões possui um sistema de empilhamento tipo defletor que desliza entre as bordas e as paredes laterais, bem como entre as superfícies dos cartões. Na parte inferior de cada canal de classificação, o dispositivo dispõe de uma câmara microporosa que é mantida permanentemente sob pressão reduzida de 0,3–0,5 kg. Isso mantém o cartão acabado em um estado de suspensão microscópica de 0,1 mm durante o processo de descarga. O cartão não entra em contato direto com o trilho-guia metálico, e a camada holográfica não sofre desgaste. Com equipamentos tradicionais, a "taxa de defeitos no processo superficial" na produção em massa aumentou de 1,8% para 2,5%. Após a adoção do sistema de coleta por flutuação a ar, esse valor diminuiu para menos de 0,3%. Isso significa que, para cada 100 000 cartões com valor agregado unitário superior a 2 dólares, você economizará cerca de 4 000 dólares em perdas por refugo. Esse projeto também permite a máquina totalmente automática de classificação e perfuração processar diversos materiais, como papel, filme e folhas magnéticas moles, sem alterar as configurações do percurso de ar ao mudar de material. Isso realmente torna possível que 'um único dispositivo seja utilizado para diversos cartões'.
No mundo dos cards colecionáveis, os "cards de edição limitada numerados" são sempre os mais caros. No mercado secundário, um card raro com número de série 1/100 e um número independente de hot stamping pode ser vendido por dezenas de vezes mais do que um card comum. Contudo, nesta indústria, a produção de cards numerados é um campo técnico amplamente conhecido como perigoso. É fundamental verificar se os números de 1 a 100 estão dispostos na ordem correta e se os números de hot stamping em cada folha são facilmente legíveis e posicionados corretamente. O processo artesanal tradicional começa com a aplicação dos números por hot stamping e, em seguida, com o corte por matriz (die-cutting). No entanto, há um grande problema: quando o papel chega à estação de corte por matriz, não é possível garantir que cada card esteja na mesma posição. A lâmina de corte pode remover as bordas dos números, o que significa que todo o lote numerado deve ser descartado. Para a produção de edições limitadas, o máquina totalmente automática de classificação e perfuração propôs uma arquitetura de "vinculação de embalagem após classificação". A parte mais importante não é o perfuramento em si, mas o mapeamento em tempo real e a classificação manual dos números lidos. O processo é o seguinte: a forma padrão do cartão é produzida mediante corte com matriz tradicional (neste momento, os cartões ainda não foram estampados termicamente com números e constituem produtos semi-acabados) → os cartões entram nas estações de estampagem a quente, offline ou online, onde são numerados e estampados termicamente um a um (o sistema atribui a cada cartão um ID virtual antes de sua entrada na estação de estampagem a quente e controla a precisão relativa entre a posição da estampagem a quente e o contorno do corte com matriz dentro de ± 0,10 mm por meio de posicionamento servo) → os cartões estampados termicamente são enviados à unidade de classificação do equipamento. A câmera industrial de alta velocidade lê os caracteres numéricos estampados termicamente no cartão a uma velocidade de 10 a 15 por segundo e utiliza um algoritmo OCR para converter a imagem em uma sequência de números. O sistema de controle orienta o dedo classificador a encaminhar o cartão para o compartimento correto, com base no número lido. Por exemplo, os cartões de 1 a 10 entram no compartimento A; do 11º ao 20º, entram no compartimento B, onde cada cartão pode ser colocado em sua posição específica.
A melhor parte deste plano é que você não precisa mais organizar manualmente os cartões. De acordo com o antigo método de produção, três pessoas sentadas em torno de uma mesa devem selecionar, classificar e embalar cem cartões pré-recortados em ordem numérica. Isso leva de 15 a 20 minutos e é propenso a erros. O dispositivo executa todas essas tarefas automaticamente, por meio de classificação automática: classifica 100 cartões em no máximo 40 segundos, com precisão de 99,99%. A máquina totalmente automatizada de classificação e contagem é ainda melhor, pois opera em conjunto com o sistema de back-end integrado à solução global de embalagem. Isso significa que os cartões classificados não precisam ser movidos antes de entrarem diretamente na máquina automática de embalagem em sacos ou na máquina de selagem plástica. Assim, todo o processo — desde o corte das matrizes até a classificação e embalagem — pode ser concluído sem a intervenção de ninguém. Este dispositivo possui duas formas de coleta dos produtos acabados: coleta classificada e coleta sequencial. Isso ocorre porque a demanda por pedidos de edições limitadas de cartões do tipo "pequeno lote, múltiplas versões" no mercado indiano continua crescendo. O primeiro tipo é adequado para a classificação e embalagem de cartões mistos, enquanto o segundo tipo é indicado para cartões numerados individualmente. A unidade de recebimento de cartões possui uma estrutura com pinça robótica rotativa ou paralela. Ela comporta 500 folhas de papel em uma única caixa, e é possível adicionar mais caixas para acomodar até 1.200 estações de trabalho. Impressoras indianas locais conseguem atender grandes pedidos de importantes empresas detentoras de IPs (propriedade intelectual) de todo o mundo, pois podem obter continuamente cartões numerados de 1 a N.

Criar cartas colecionáveis de anime é mais semelhante a fabricar algo com medições precisas do que simplesmente imprimir algo. A máquina totalmente automática de classificação, ordenação e perfuração de cartas representa um avanço tecnológico que pode ser avaliado de cinco maneiras distintas na indústria. O sistema de posicionamento visual baseado no algoritmo de contorno subpixel garante uma tolerância de corte em lote dentro de ± 0,05–0,10 mm, o nível mais elevado permitido pela norma internacional ISO CR-80. Em comparação com equipamentos antigos, isso reduz o número de defeitos por deslocamento de imagem em 82%. A unidade de corte com acionamento direto por servo de alta potência (7,5 kW) e o sistema de alimentação alternada por dupla rosca trabalham em conjunto para estabilizar a velocidade de produção entre 20 000 e 35 000 folhas por hora. O mecanismo de substituição rápida para moldes leves em madeira é ainda mais importante, pois facilita a troca de pedidos: a substituição do molde leva apenas 2 a 3 minutos, e a configuração completa da máquina para mudança de pedido exige apenas 15 minutos. Isso viabiliza uma produção ágil em pequenos lotes, curta, plana e rápida. Índice de Adaptabilidade a Materiais: Máquinas capazes de processar diversos materiais, como cartões de papel, PVC, PET, ABS, folhas magnéticas flexíveis e materiais mistos. São particularmente eficazes na resolução do problema de desvio de alimentação que ocorre quando materiais em filme fino aderem uns aos outros devido à eletricidade estática. É possível ajustar, por meio da estrutura de alimentação, o comprimento de cada avanço individual, eliminando a necessidade de personalizar o rolo de alimentação para cada produto. Indicadores de qualidade do produto acabado: O projeto de classificação não destrutiva mantém a taxa de rebarbas nas bordas abaixo de 0,1%, enquanto a combinação de ventosas flexíveis e trilhos-guia com flutuação aérea assegura uma taxa de integridade superficial superior a 99,7% nas superfícies de cartas com hot stamping ou holográficas, em produção automatizada. Há três anos, ainda se acreditava que máquinas totalmente automáticas não conseguiriam superar esse limite tecnológico. Indicador pós-integração: O equipamento foi atualizado de uma máquina isolada para um nó-chave na cadeia de processo de «corte-die, classificação e embalagem». Pode comunicar-se com linhas automatizadas de embalagem e sistemas de paletização, ajudando os clientes a reduzir em 70% os custos de mão de obra na etapa final. O mercado indiano de impressão de cartões de visita está migrando de uma abordagem de «grande volume a baixo custo» para uma de «coleção premium». Para fábricas que desejam aceitar pedidos internacionais de cartas colecionáveis, já não basta simplesmente escolher ferramentas adequadas: elas precisam de máquinas totalmente automáticas para classificação, ordenação e perfuração, capazes de fornecer feedback visual, localizar objetos em níveis subpixel, classificar sem danos e realizar a classificação automática.



