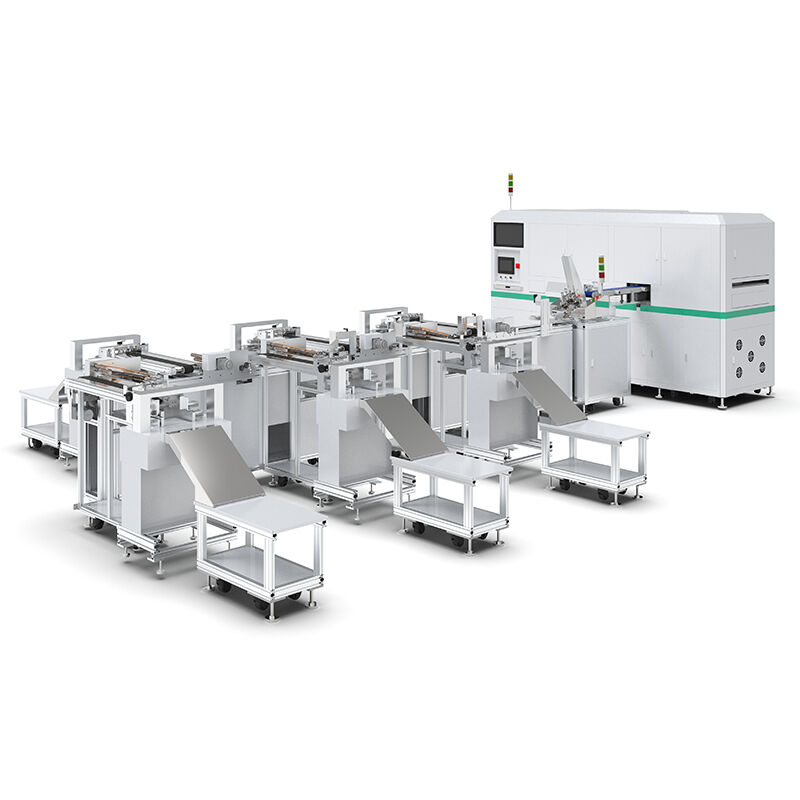
En el negocio de las cartas coleccionables, el control de calidad nunca ha sido un problema de costos; siempre se trata de estar vivo. Si una carta tiene pequeñas rebabas en sus bordes, está desplazada más de 0,1 milímetros respecto a la posición de perforación o presenta esquinas irregulares, los coleccionistas la denominan «carta defectuosa». En los últimos años, el mercado indio de cartas de anime ha crecido rápidamente. Muchos pedidos OEM de cartas con licencia de propiedad intelectual procedentes de Japón, Europa y Estados Unidos son atendidos por empresas impresoras locales. Los fabricantes de cartas rechazan cada vez con mayor frecuencia aquellas que presentan defectos visuales. El proceso tradicional de troquelado presenta tres problemas estructurales principales: en primer lugar, el diseño de las posiciones de fijación y los puntos de conexión requiere dejar bordes sobrantes entre las cartas; tras el troquelado, dichos puntos de conexión deben separarse manualmente, lo que constituye la principal causa del desgaste de los bordes de las cartas; en segundo lugar, materiales delgados como películas finas y películas magnéticas blandas pueden experimentar un ligero desplazamiento durante el proceso de alimentación, lo que puede provocar que el corte de la imagen se desvíe del centro; y, en tercer lugar, capas decorativas como el estampado en caliente y la holografía son muy sensibles al contacto físico, y las pinzas mecánicas tradicionales siempre dejan marcas de presión al agarrarlas. El diseño técnico de la máquina completamente automática de clasificación y perforación de tarjetas tiene como objetivo resolver los problemas anteriores. Las personas suelen utilizar esta máquina para fabricar tarjetas, como tarjetas de visita, tarjetas de juego, tarjetas de anime, tarjetas bancarias, tarjetas de celebridades, etc. Su principal ventaja radica en que facilita todo el proceso de alimentación precisa, recogida automática y eliminación de residuos, además de mejorar la calidad de los bordes de las tarjetas terminadas hasta alcanzar el estándar «de colección».
Desde un punto de vista técnico, la industria considera que una desviación visual de hasta 0,10 mm supone la aprobación en la inspección. Sin embargo, esta tolerancia aún puede provocar un desplazamiento del patrón de distorsión luminosa sobre la superficie de la tarjeta estampada en caliente o holográfica. Debemos ajustar el tiempo de estampación, la caja de cambios mecánica y el posicionamiento visual para que funcionen conjuntamente como un sistema de control en bucle cerrado. La razón es que nuestro objetivo de control está establecido en 0,05 mm. La máquina completamente automática de clasificación y sincronización está fabricada específicamente para el mercado indio, caracterizado por numerosos pedidos diferentes y lotes pequeños. Cuenta con un mecanismo de alimentación preciso que opera paso a paso, así como funciones visuales de corrección y posicionamiento para el diseño. Por lo tanto, puede sustituirse una máquina en menos de 15 minutos. La sustitución de moldes ligeros de madera tarda únicamente entre 2 y 3 minutos, lo que convierte al modo de producción en «corto, plano y rápido». El equipo también incorpora un motor servo de 7,5 kW para controlar la potencia de corte, lo que permite cortar materiales gruesos y finos con una sola cuchilla sin dejar rebabas. Esto ofrece una garantía a nivel de hardware para las empresas de impresión, ya que pueden gestionar pedidos de tarjetas coleccionables de alta gama.
El primer obstáculo técnico para el control de calidad de las tarjetas coleccionables no es el perforado de agujeros, sino la «precisión de la posición de observación». Las máquinas tradicionales de troquelado utilizan pasadores mecánicos de posicionamiento o seguimiento mediante cursor. Al incorporar una parada de emergencia en el motor servo, el error de posicionamiento suele oscilar entre ± 0,15 y 0,20 milímetros. La respuesta del sensor fotoeléctrico al código de color impreso tarda aproximadamente 5-10 milisegundos. En tableros de disposición (por ejemplo, 5 × 5 o 4 × 8), el error acumulado en la posición del borde será mayor. La máquina automática completa de clasificación, ordenación y perforación emplea cámaras industriales de alta resolución y algoritmos de detección de contornos subpíxel, transformando por completo el modo de funcionamiento del posicionamiento. Primer paso: posicionamiento global grueso. El equipo carga automáticamente los materiales mediante bandejas, y la ventosa utiliza un mecanismo de succión vibratoria para garantizar que no haya repeticiones. Cuando el papel llega a la estación de trabajo visual, la cámara toma una fotografía de toda la placa de circuito impreso. Esta utiliza marcas de alineación ubicadas en las cuatro esquinas de la placa para calcular el desplazamiento general y el ángulo de rotación. A continuación, fija el sistema de coordenadas para toda la placa de circuito impreso, no solo para una tarjeta. El sistema utiliza los archivos de diseño enviados por los clientes para generar coordenadas teóricas de cada objetivo de troquelado. Este es el segundo nivel: posicionamiento local preciso. El algoritmo subpíxel rellena el gradiente de escala de grises entre píxeles, elevando la resolución de localización de contornos desde 1 píxel hasta el nivel de 0,1-0,2 píxeles. El sistema puede detectar desplazamientos de contorno tan pequeños como 0,01 mm, incluso con un tamaño de píxel de la cámara de 5 megapíxeles. Una de las mejores características del mercado indio es la posibilidad de realizar pedidos de pequeños lotes. Calibrar los equipos tradicionales lleva más de 30 minutos cada vez que se cambia la placa. Por otro lado, esta máquina dispone de un sistema de avance progresivamente preciso con módulos de tornillo servo que permiten un avance secuencial. La retroalimentación visual en tiempo real determina la duración de cada paso de avance. Cuando varían la temperatura y la humedad, el lote se contrae un 0,02 %, y el sistema acorta automáticamente la distancia de avance. Esto garantiza que el producto terminado de la tarjeta número 100 sea tan preciso como el de la primera tarjeta.
La ventaja ingenieril de este algoritmo radica en que permite a los clientes utilizar máquinas convencionales de impresión en cuatro colores para fabricar tarjetas, sin necesidad de adquirir costosas placas de color de registro (spot colour) para el troquelado. Esto supone un importante ahorro económico en la fase de muestreo. La máquina totalmente automática de clasificación y sincronización es aún más eficaz, ya que puede cambiar fácilmente entre muestreo fuera de línea y producción por lotes. Los clientes pueden obtener muestras troqueladas de pequeños lotes de materiales antes de realizar un pedido, lo que les permite verificar la precisión visual antes de iniciar la producción en masa. Los equipos tradicionales presentan el problema de «muestreo preciso pero mala producción en masa», pero este sistema resuelve completamente dicho problema. Datos reales procedentes de varias fábricas de impresión inkjet en la India demuestran que el uso de la tecnología de posicionamiento subpíxel ha reducido la tasa de defectos por desplazamiento de imagen en la producción a gran escala, pasando del 3,5 % o más registrado con los equipos tradicionales a menos del 0,5 %. Asimismo, el error de consistencia entre la fase de muestreo y la producción en masa se mantiene en ± 0,03 mm. Esto proporciona una sólida evidencia técnica para las auditorías de fábricas de marca.
Algunos métodos para aumentar el valor de las tarjetas coleccionables son el estampado en caliente de números, las etiquetas holográficas antifalsificación y el barniz en relieve UV. Todos estos procesos presentan el mismo problema: no resisten arañazos, presión ni fricción. Para recoger los productos terminados, las máquinas automáticas tradicionales de perforación utilizan empuje mediante palanca o sujeción mediante cinta transportadora. Por ello, muchas personas expresan su descontento con las finas líneas blancas que aparecen sobre la capa estampada en caliente. La máquina de perforación y clasificación de tarjetas que funciona de forma completamente independiente dispone de dos métodos únicos de clasificación: carril guía con flotación neumática y una matriz flexible de ventosas de silicona. Al emplear ventosas flexibles, no se trata simplemente de sustituir un material; esto también ha cambiado nuestra percepción del «agarre». El diámetro de cada ventosa es únicamente de 3 milímetros y la presión de contacto es inferior a 0,05 N/cm². Están dispuestas en disposición hexagonal (como un panal), y cada una cuenta con su propia vía de aire para su control. Cuando la ventosa entra en contacto con la superficie estampada en caliente, un sensor de presión de aire monitorea en tiempo real el grado de sellado de la boquilla de succión sobre la superficie de la tarjeta. Al detectarse una fuga (puesto que el patrón estampado en caliente provoca irregularidades en la superficie), la ventosa adyacente a la fuga cambia automáticamente su estado para compensarla, sin incrementar la presión negativa. Esto permite levantar la tarjeta incluso con estampado en caliente tridimensional sin dañar la textura en relieve.
Los rieles guía con flotación neumática pueden evitar que las tarjetas se dañen por fricción durante la clasificación y el movimiento. La ranura estándar para tarjetas incorpora un sistema de apilamiento con deflector que se desliza entre los bordes y las paredes laterales, así como entre las superficies de las tarjetas. En la parte inferior de cada canal de clasificación, el dispositivo dispone de una cámara microporosa que se mantiene constantemente presurizada con una baja presión de 0,3–0,5 kg. Esto mantiene la tarjeta terminada en un estado de suspensión microscópica de 0,1 mm durante el proceso de descarga. La tarjeta no entra en contacto directo con el riel guía metálico, y la capa holográfica no sufre desgaste. Con equipos tradicionales, la «tasa de defectos en el proceso superficial» en producción en masa aumentó del 1,8 % al 2,5 %. Tras adoptar el sistema de recolección por flotación neumática, dicho valor disminuyó por debajo del 0,3 %. Esto significa que, por cada 100 000 tarjetas con un valor añadido unitario superior a 2 dólares estadounidenses, se ahorran casi 4000 dólares estadounidenses en pérdidas por desechos. Este diseño permite también el máquina completamente automática de clasificación y perforación procesar diversos materiales, como papel, película y láminas magnéticas blandas, sin modificar la configuración de la trayectoria de aire al cambiar de material. Esto permite efectivamente que «un solo dispositivo se utilice para diversas tarjetas».
En el mundo de las cartas coleccionables, las «cartas numeradas de edición limitada» siempre son las más caras. En el mercado secundario, una carta rara con un número de serie 1/100 y un número independiente estampado en caliente puede venderse a decenas de veces más que una carta normal. Sin embargo, en este sector, la fabricación de cartas numeradas es un campo técnico ampliamente conocido como peligroso. Es fundamental comprobar si los números del 1 al 100 están dispuestos en el orden correcto y si los números estampados en caliente en cada hoja son fáciles de leer y están correctamente posicionados. La técnica tradicional comienza con el estampado en caliente de los números y luego prosigue con el troquelado. No obstante, existe un gran problema: cuando el papel llega a la estación de troquelado, no se puede garantizar que cada carta ocupe exactamente la misma posición. La cuchilla de corte podría recortar los bordes de los números, lo que implica que todo el lote numerado debe desecharse. Para la producción de ediciones limitadas, el máquina completamente automática de clasificación y perforación ha propuesto una arquitectura de «vinculación del empaque tras la clasificación». La parte más importante no es el punzonado en sí, sino el mapeo en tiempo real y la clasificación manual de los números leídos. El proceso es el siguiente: se fabrica la forma estándar de la tarjeta mediante troquelado tradicional (en este momento, las tarjetas aún no han sido estampadas térmicamente con números y constituyen productos semiterminados) → las tarjetas ingresan a estaciones de estampado térmico en línea o fuera de línea, donde se numeran y estampan térmicamente una por una (el sistema asigna a cada tarjeta un ID virtual antes de ingresar a la estación de estampado térmico y controla la precisión relativa entre la posición de estampado térmico y el contorno troquelado dentro de ± 0,10 mm mediante posicionamiento servo) → las tarjetas estampadas térmicamente se envían a la unidad de clasificación del equipo. Una cámara industrial de alta velocidad lee los caracteres numéricos estampados térmicamente en la tarjeta a una velocidad de 10 a 15 tarjetas por segundo y utiliza un algoritmo OCR para convertir la imagen en una secuencia de números. El sistema de control indica al dedo clasificador que envíe la tarjeta al compartimento correspondiente según el número leído. Por ejemplo, las tarjetas del 1 al 10 ingresan al compartimento A; de la 11.ª a la 20.ª, ingresan al compartimento B, donde se puede colocar cada tarjeta en su posición específica.
La mejor parte de este plan es que ya no es necesario organizar manualmente las tarjetas. Según el antiguo método de producción, tres personas sentadas alrededor de una mesa deben seleccionar, ordenar y empaquetar cien tarjetas troqueladas en orden numérico. Esto lleva entre 15 y 20 minutos y es propenso a errores. El dispositivo realiza todas estas tareas de forma autónoma mediante clasificación automática: ordena 100 tarjetas en un máximo de 40 segundos, con una precisión del 99,99 %. La máquina completamente automatizada de clasificación y conteo es aún mejor, ya que funciona en conjunto con el sistema de gestión posterior conectado a la solución integral de embalaje. Esto significa que las tarjetas clasificadas no necesitan ser trasladadas antes de ingresar directamente a la máquina automática de envasado en bolsas o a la máquina automática de sellado plástico. En consecuencia, todo el proceso —desde el troquelado de moldes hasta la clasificación y el embalaje— puede completarse sin la intervención de ninguna persona. Este dispositivo cuenta con dos modos de recogida de productos terminados: recogida clasificada y recogida secuencial. Esto se debe a que la demanda de pedidos de tarjetas de edición limitada bajo el modelo «lotes pequeños, múltiples versiones» sigue creciendo en el mercado indio. El primer modo resulta adecuado para la clasificación y el embalaje de tarjetas mixtas, mientras que el segundo es ideal para tarjetas numeradas individualmente. La unidad receptora de tarjetas dispone de una estructura que permite su agarre mediante robots giratorios o paralelos. Puede alojar 500 hojas de papel en una sola caja, y se pueden añadir más cajas para dar cabida a 1200 puestos de trabajo. Las imprentas locales de la India pueden gestionar pedidos grandes de importantes empresas de propiedad intelectual de todo el mundo, ya que son capaces de obtener de forma continua tarjetas numeradas desde la 1 hasta la N.

Crear tarjetas coleccionables de anime es más parecido a fabricar algo con medidas precisas que a imprimir algo. La máquina completamente automática de clasificación, ordenación y perforación de tarjetas representa un avance tecnológico que se puede medir de cinco maneras distintas en la industria. El sistema de posicionamiento visual basado en el algoritmo de contorno sub-pixel mantiene la tolerancia de corte por lotes dentro de ± 0,05–0,10 mm, lo cual constituye el nivel más alto permitido por la norma internacional ISO CR-80. En comparación con los equipos antiguos, esto reduce un 82 % el número de defectos por desplazamiento de imagen. La unidad de corte de accionamiento directo mediante servo de alta potencia (7,5 kW) y el sistema de alimentación alternada con doble husillo trabajan conjuntamente para estabilizar la velocidad de producción entre 20 000 y 35 000 hojas por hora. El mecanismo de sustitución rápida de moldes ligeros de madera resulta aún más importante, ya que facilita el cambio de pedidos: sustituir un molde lleva tan solo de 2 a 3 minutos, y ajustar toda la máquina para cambiar de pedido requiere únicamente 15 minutos. Esto posibilita una producción ágil en pequeños lotes, corta, plana y rápida. Índice de adaptabilidad a materiales: máquinas capaces de procesar diversos materiales, como tarjetas de papel, PVC, PET, ABS, láminas magnéticas blandas y materiales mixtos. Son especialmente eficaces para resolver el problema de desviación en la alimentación que ocurre cuando materiales en película delgada se adhieren entre sí debido a la electricidad estática. Mediante la estructura de alimentación, se puede configurar la longitud de cada paso individual de alimentación, por lo que no es necesario personalizar el rodillo de alimentación para cada producto. Indicadores de calidad del producto terminado: el diseño de clasificación no destructiva mantiene la tasa de rebabas en los bordes por debajo del 0,1 %, y la combinación de ventosas flexibles y rieles guía flotantes con aire garantiza una tasa de integridad superficial superior al 99,7 % en superficies de tarjetas con estampado en caliente o efecto holográfico durante la producción automatizada. Hace tres años, aún se creía que las máquinas totalmente automáticas no podían superar este límite tecnológico. Indicador post-integración: el equipo ha evolucionado desde una máquina aislada hasta convertirse en un nodo clave dentro de la cadena de procesos de «troquelado, clasificación y embalaje». Puede comunicarse con líneas automáticas de embalaje y sistemas de paletización, ayudando a los clientes a reducir un 70 % los costes laborales posteriores. El mercado indio de impresión de tarjetas de visita está pasando de un modelo de «venta masiva a bajo precio» a uno de «colección boutique». Para las fábricas que desean aceptar pedidos internacionales de tarjetas coleccionables, ya no se trata únicamente de seleccionar herramientas adecuadas: necesitan máquinas totalmente automáticas para clasificación, ordenación y perforación, capaces de ofrecer retroalimentación visual, localizar objetos a niveles sub-pixel, clasificar sin dañar y ordenar automáticamente.



